|
1 2 3 4 5 6 7 8 9
         工場見学
会社
会社ゲート
会社ショー
会社ショー
|
工場見学 |
会社 |
会社ゲート |
会社ショー |
会社ショー |
|
|
|
|
シンセンStrongdモデルは十堰市の町、Bao'An区域にあります。私達の植物カバー
装備されている以上2000平方メートル、高精度でおよび強い技術の区域。会社は専門の上の技術者の人々のチームがあります。会社は事業部、購入があります
部門、マニュアルおよび経理部。
私達は50人の労働者に、完全に技術の無比のレベルを開発する私達の工学マネージャーによって訓練してもらいます
そして作業現場のプロ精神。 あらゆる人は顧客からの高水準に、訓練されます
サービス、権利の初めて、技術、質およびチーム仕事訓練。
エンジニア
技術の彼の15年以上経験のYongshan李は、指示し彼の情熱を持って来ます
チームに機械で造る付加的な製造業およびCNCの。 彼は使用で戦略的な見通しを提供します
そして急速なプロトタイピングおよび3D印刷の適用および技術の開発。 Yongshanは証明されます
急速な技術及び添加物のSME (製造技師の社会)によって
製造業、マスターのレベル。
プログラマー
Fei Zangは、機械で造るCNCプログラムの10年以上経験のためのプログラミングで専門です。
Zangの役割は金属およびプラスチックの3D印刷の技術を最大限に活用するための探求のR & Dの努力を支えることです。
ステップを整備して下さい
| 1 |
R & D ↓ |
私達は顧客 R&D.Make をファイル支え、識別します 顧客として設計は要求します |
| 2 |
交渉 ↓ |
、量材料についての顧客と論議される、表面処理、 受渡し時間、引用語句、支払項目、等 |
| 3 |
順序を置いて下さい ↓ |
私達の働く部門にプロセスおよび他の detailes を整理して下さい またはアウトソーシング |
| 4 |
トラック生産 ↓ |
最初から終了するプロダクト私達はに整理します プロダクトを保障するために全プロセスを追跡するスペシャルは普通ありました 製造された |
| 5 |
QC 部の tmonitor ↓ |
プロダクトは私達の質からの 3 つの厳密な点検を渡さなければなりません
|
| 6 |
顧客承認 ↓ |
1.Before 船積み、私達は顧客に映像またはサンプルの多くを送ります のために不適当なプロダクトを得られる 2.when 顧客を私達整理します確認して下さい 修理するか、または再建するため。 |
| 7 | 配達 |
配達方法および受渡し時間は顧客の要求にあります |
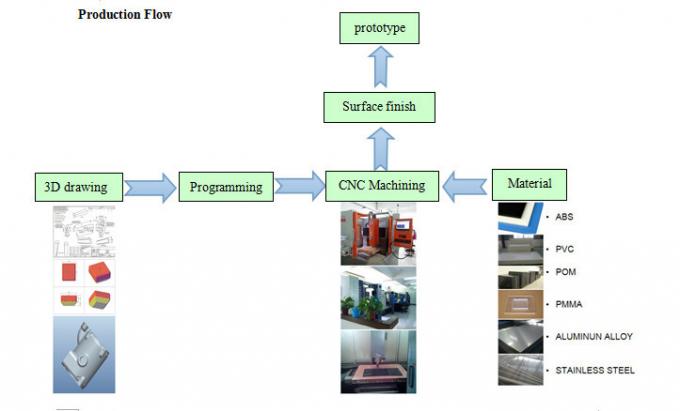
3D 印刷
3D 印刷サービスは容易のとして近年ますます普及するように、費用効果が大きいなってしまいました
3D CAD データからの実質部品を作成する解決。 3D 印刷は付加的な製造業を記述するのに使用される言葉です
PolyJet のような技術、ZCorp 3D の色刷、SLA の SLS.Additive の製造技術はできます
すぐに個人が彼らの設計に触れ、感じ、査定することを可能にする有形部品を作成して下さい。
レーザーの急速なプロトタイピングの技術は 3D 技術およびコンピューター制御スキャンに基づいています
液体の感光性樹脂に材料の蓄積を形作る層にされた速い分離した主義後
紫外線レーザーのスキャンは、蓄積を治す層にされた重合終わりました。シンセン Strongd モデル
最も早い中国の国民の急速なプロトタイピングのサービス センターの 1 つとして技術の会社は、持っています
形作るレーザー会社のレーザーの鋳造物によって採用される 3 つの d システムの集められた豊富な経験
精密を作る感光性樹脂 RenShape SL7810 との猟師株式会社機械で造れば
+/- 0.1 mm まで。
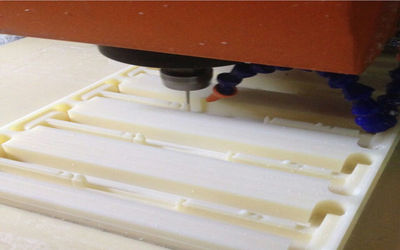
CNC の機械化
シンセン Strongd モデル技術の会社は高速日本 Fanuc の多くのセットをもたらしました
マシニング センター装置、24000 r/min の最高速度、+/- 0.05 mm の機械精度。
サンプル処理の自動車の、医学および他の大きい部分で特に使用されて。材料は利用できます
ABS、PC、PP、PMMA、POM、ナイロン、アルミ合金、マグネシウムの合金、ベークライト、等。
私達のベテラン CNC の技術者は構造および上昇温暖気流の多くの変化を利用する方法を知っています
プラスチック在庫の感受性、良質の標準に付着する精密部品を作り出します
そして最も堅い許容。
吸引採型
真空の下で脱気、動揺、予熱、ノートのタイプのための、そして 60 ℃の castable で、80 ℃調節します
二次治癒プロセスの 2 から 3 時間の一定した温度箱。 小さいバッチ試験のために適した
製品開発プロセスの生産は、構造比較的複雑な、均一壁厚さです、
テスト サンプルのある特定の機能条件を満たして下さい。
技術的な変数:
適当な型: シリコーン型の生命(10-20); 樹脂型(100); ABS 型(以上 100)。
鋳造材料: 2 部品ポリウレタン PU。
特性: ABS のように、PP、透明な PMMA/PC 柔らかいゴム製部品の海岸(40-90)、高温(150 ℃)、
火災予防材料等。
概要の作業時間: 1-4 の時間/単位
標準的な写しの正確さ: +/- 0.15 mm/100 つの mm
鋳造のサンプル厚さ: 最低 0.5 mm のベストから 1.5 mm の 5 つの mm
最も大きい鋳造の工作物: 2000 x1200x1000mm。
縁
反作用の注入の鋳造物
縁。 新技術、それの急速な型プロダクト生産にです 2 部品適用されます
正常な温度および低圧の注入型の混合の後のポリウレタン材料は、絶食します
物質的な重合、交差連結、治療プロダクトの形成のような化学および物理的なプロセス。
高性能を使って、短い生産周期、簡単なプロセス、安価の利点。 小さいのために適した
製品開発の過程において試験の生産を区分すれば、小さいバッチ生産は、構造あります
簡単で、大きく厚い壁カバーの部品および不均等な厚さプロダクト生産。
技術的な変数:
適当な型: 樹脂型(以上 100); ABS 型(以上 300); アルミ合金型(より多くの than1000)。
鋳造材料: 2 部品ポリウレタン PU。
物理的性質: 老化の抵抗、耐衝撃性の PP/ABS.Products に類似しています強く、適当な程度は
高く、容易な処理、等はあります。
概要の作業時間: 15-30 の分/部、demoulding の後の 80 ℃の環境の下の部分 2-4 時間を治します。
標準的な写しの正確さ: +/- 0.20 mm/100 つの mm
鋳造のサンプル厚さ: 最も大きい鋳造の厚さ 10 の mm の。
最も大きい鋳造の工作物: 2000 x1200x1000mm、10 の kg。
